近年来,交流变频调速技术在各行业的应用发展迅速,由于变频调速在调速范围、动态响应、低频转矩、功率因数、效率等方面是以往的交流调速方式无法比拟的,并且在节约能源、提高经济效益等方面都发挥了巨大作用,所以它的应用越来越广泛。 转炉炼钢具有显著的周期性和连续性特点,生产一炉钢需要30-45min,其中供氧(吹炼)过程为15-20min,一半以上为非吹炼时间,此时风机没有必要高速运行,如将其切换至低速节能状态,可节省大量能源,同时减少设备损耗,对提高设备利用率也十分有益。目前国内转炉一次除尘风机多采用液力耦合器,但由于存在转差损耗等,节能效果不理想,且设备故障率较高。交流变频技术不仅调速平滑,调速范围大,效率高,启动电流小,运行平稳,而且节能效果好,对风机、泵类设备而言是最佳的节能手段,平均节能效果可以达到30%以上。但是在高电压大功率电机上尚未得到较多推广。究其原因,主要有二:一是大功率电动机供电电压高(3~10kV),而目前变频器开关器件的耐压水平较低,造成电压匹配上的难题;二是高压大容量变频调速装置技术含量高、维护难度大、造价高,而所驱动的负载多数情况下是直接关系到生产、生活的重要设备,大多数用户对它的性能和可靠性心存疑虑,不敢大胆采用。
宣钢炼钢厂通过对多家单位实际应用效果的多方考察,选用了西门子SIMOVERTMV中压变频器。
系统结构及特点
西门子SIMOVERTMV中压变频频器拥有以下显著特点:
(1)SIMOVERTMV系列变频器采用传统的交―直―交变频器结构,整流部分采用12脉冲二极管整流器,逆变部分采用三电平PWM逆变器。该系列变频器采用传统的电压型变频器结构,通过采用耐压较高的HV―IGBT模块,使得串联器件数减少为12个,随着元件数量的减少,成本降低,方案变得简洁,有助于提高可靠性。良好的输入输出波形;满足IEEE-519标准,效率高,使用简单,便于维护,采用高性能的矢量控制技术,提供低速高转矩输出和良好的动态特性,同时具备较强的过载能力。
(2)SIMOVERTMV系列变频器的逆变部分采用三电平方式,其输出侧需要配置输出滤波器,以获得具有低谐波分量的基本正弦电流特性以及较佳的转矩特性,同时电机的损耗可以降到最低。另外HV―IGBT优点是每次通断电的瞬间电流和电压可以完全控制,dv/dt可以调节,从而减轻对电机绝缘的损坏。
(3)系统提供多种控制模式,包括线性V/F控制,平方V/F控制,可编程多点设定V/F控制,磁通电流控制,无测速传感器矢量控制,闭环矢量控制等。通过速度反馈选板可构成带反馈的矢量控制闭环,从而可大大提高除尘系统的控制精度和稳定性。
(4)当变频器工作于限流状态时,不受输出短路的影响,这就避免了当发生电机或电缆短路等故障时,造成变频器功率元件的损坏。
(5)高性能及成熟的全数字化SIMADYND控制系统可用作开环控制和闭环控制平台,它具有灵活的标准软件,速度极快的全数字化32位信号处理器,便于操控和观测的良好用户界面,本地诊断程序以及通过调制解调器的远程诊断功能。SIMVOERTMV模块化设计不仅使系统结构十分紧凑,而且也增强了系统的维修便利性,因而提高了系统的可利用率。在设备运行的情况下风扇在半小时内可完成更换。不必使用特殊工具,只需5min就可完成IGBT功率模块的更换工作,光纤触发装置UEL采用可插式结构。SIMADYND控制板以及供选用的调制解调器接口卡也都是插入式的。模块错误信息的时序记忆功能可迅速排除整个传动系统的故障,例如:断路器、电网欠电压或过电压、变压器监测、风扇故障、电机监测,IGBT监测、直流环节电压、接地故障监测、辅助电压监测等。
(6)该变频器具有强大的通信功能,在风机除尘工艺系统中,炉前工艺吹炼状态识别可通过PLC方便实现。由于采用了现场总线技术,该变频器与上位PLC系统之间只需通过Profibus通信模块和一根通信电缆实现联结,减少了操作台及控制台之间大量的电缆连接及因此带来的诸多问题。
工艺特点
炼钢的工艺过程以及风机特性是我们选择中压变频器的主要原因。
炼钢厂氧气顶吹转炉在吹炼过程中产生大量的烟气,用风机抽取烟气经一文、二文水过滤除尘。大部分国内厂家的除尘风机采用液力耦合器调速,虽降低了电能消耗,但节能效果不佳;如果采用中压变频调速,通过网络通信,及时判断炉前吹炼状态,进而改变风机转速来调节输出风量,这不但方便有效,还可节省大量的电能。
从风机的工作特性来看,调速控制与风门控制调节风量比较,有着更高的节能效果,通过图1风机的特性曲线可以说明其节能原理。图中,曲线1为风机在恒速(n1)下的风压-风量(H-Q)特性,曲线2为管网风阻特性(风门开度全开)。设工作点为A,输出风量Q1为100%,此时风机轴功率N1与Q1H1的乘积,即和AH1OQ1所包围的面积成正比。
根据工艺要求,风量需从Q1降至Q2,有两种控制方法:一是风门控制,风机转速不变,调节风门(开度减小),即增加管网阻力,使管网阻力特性变为曲线3,系统工作点由A移到B。由图1可见,风压反而增加,轴功率N2与面积BH2OQ2成正比,减少不多。
图1风机的特性曲线
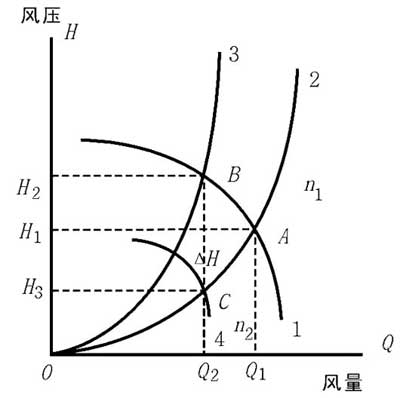
另一种是调速控制,风机转速由n1降到n2,根据风机参数的的比例定律,画出在转速n2下的风压-风量(H-Q)特性,如曲线4,工作点由原来的A点移到C点。可见在相同风量Q2的情况下,风压H3大幅度降低,功率N3与面积CH3OQ2成正比,显著减少,节省的功率损耗ΔN与Q2ΔH的乘积成正比,节能效果是十分明显的。
由流体力学可知,风量与转速的一次方成正比,风压与转速的平方成正比,轴功率与转速的三次方成正比。当风量减少,风机转速下降时,其消耗的功率降低很多。例如,风量下降到80%,转速也下降到80%,轴功率将下降到额定功率的51.2%。如果风量下降到50%,其轴功率将下降到额定功率的12.5%。考虑到附加控制装置效率的影响,这个节电效果也是很可观的。
系统调试过程中的问题
风机在起动过程中,其阻力矩随着转速的上升而迅速上升。当起动完毕后,阻力矩达(0.6-0.9)Me,而转炉风机起动初期,由于滑动轴承中的油膜尚未形成,呈现的静摩擦阻力矩较动摩擦阻力矩大的情况,并且在运行环境中,CO等气体残污粘结,也影响到电动机的起动转矩。由于风机是单吸双支撑结构,启动时轴向力较大,在短时间内风机很难快速启动,有时过流30%可持续10s以上,因此,时常造成变频器过负荷保护性停机。针对这一状况,笔者做了以下调整:
(1)增加启动时间,减少启动负荷。启机一般都在转炉吹炼之前,此时管路内的空气为冷态(冷态空气密度比热态空气密度要大),达到相同出口风量时,势必会多做功,系统负荷加重。为减少风量,我们将机前调节阀开度打到允许范围内的最小程度,约10°,转炉二文喉口调节阀设定为12°。整个启动过程中风机入口风量可控制在20000m3/h以内。
(2)由于风机启动时工况比较特殊,在此期间会发生短时电流超过额定电流1.3倍左右(额定电流:175A,峰值电流:210A)。经过笔者多方查证,认为这是变频器允许的。变频器对短时过电流的保持时间可做调节,最大值为30s,我们经过反复实验,调整为12s,此时完全满足了需要。
(3)由于宣钢炼钢厂的高压电网时常产生波动,使得变频器经常出现35kV过电压故障,需进行内部复位,后来将变频器输入电压允许范围由原来的±5%改为±10%后,故障消除。
(4)由于主PLC系统选用的是AB公司生产的产品,而变频器选用的是西门子厂家生产的产品,在调试初期,经常出现通信连接不稳定、数据丢失等问题,这就使得变频器必须直接从操作台上取风机的高/低速开关量信号来实现对风机的高/低速转换控制。由于这样操作工相当于手动控制,而且还必须由炉前操作工通知当前转炉的生产状态才能进行相应的手动高/低速转换动作,给生产带来了很大的不便。针对这一问题,笔者对第三方SST-PFB-CLX通信模块进行了版本升级,通过对该模块的重新配置,建立了以SST-PFB-CLX模块为主站,变频器为从站的通信模式,这样相应地就可在原来的控制程序中添加了通信程序,PLC将采集到的信号进行内部处理后向变频器发出运转指令,变频器经过处理后,实现风机的高/低速调速过程,从而完成了西门子变频器与A-BPLC之间的通信,实现风机随转炉兑铁和出钢完毕的高低速自动转换。整个过程无需人工干预,不仅降低了操作工的劳动强度,同时也为后来的转炉煤气自动回收提供了条件。
从投产后的应用效果来看,变频器限制了起动电流,减少了起动时的峰值功率损耗;改善电网功率因数,变频器使系统功率因数保持在0.95以上;消除了电动机启停时机械的冲击,延长了风机的使用寿命,减少了维护量;系统压力降低,缓解了管道的压力和密封等条件,延长了使用寿命;电机和风机运转速度下降,润滑条件、传动装置的故障率都得以下降。
效益分析
吹炼时,风机运行速度为1000r/min,电机电流平均值I1=100A。
非吹炼时,风机运行速度为600r/min,电机电流平均值I2=40A。
风机每年运行时间按330天计算。
(1)连续生产时,每炉吹炼周期35min,其中17min为吹炼时间,18min为等待时间。一台转炉每天平均生产40炉钢,则:
每天吹炼时间t1:40×(17÷60)=11.3小时
}
每天非吹炼时间t2:24-11.3=12.7小时
(2)风机高速时(吹炼状态)电机消耗平均功率:
P1=×Ue×I1×CosΦ=×4000×100×0.86=596kW
(3)风机低速时(非吹炼状态)电机消耗平均功率:
P2=×Ue×I2×CosΦ=×2400×40×0.86=143kW
全天用电量计算:
W1=P1×t1+P2×t2=596×11.3+143×12.7=8551kWh
不采用变频器,用电量与风机始终高速运行相差无几,为:
W1=P1×(t1+t2)=596×24=14304kWh
(4)一台风机一年节省的电费(0.4元/kWh)为:
330×(14304-8551)×0.4=75.9万元
从上面的计算可以看出,采用变频器实现转炉风机调速,节能效果和经济效益都十分可观。不仅节约了大量电能,而且由于中压变频器的高可靠性使得一次除尘系统故障率降低,明显地减少了转炉停吹的次数。
宣钢炼钢厂80吨转炉一次除尘系统投入变频器后,实现了风机的高低速自动转换过程,与国内同类型钢厂比较,采用变频器进行调速的钢厂较未采用变频器调速的钢厂相比,由于风机原因,减产大为减少,这也在很大程度上说明将变频器应用于转炉风机调速系统具有推广应用价值。
来源:中国钢铁新闻网






